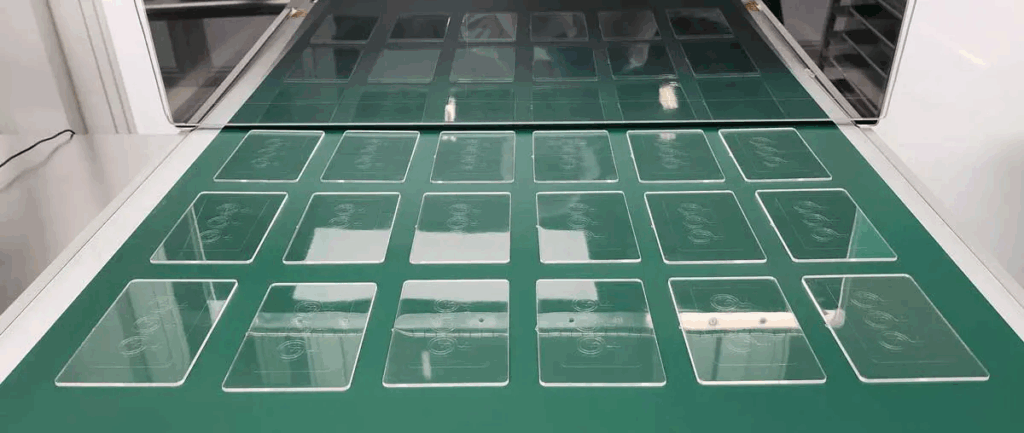
I recently had the privilege of chatting with Anuthasan Balasingam at DBM Medix (Montréal, Canada) about their LiQon™ microfluidics manufacturing process. In short, LiQon™ allows microfluidic devices to be injection moulded directly from a silicon master, which is kind of revolutionary! A photo from DBM Medix of injection moulded polydimethyl siloxane (PDMS) devices manufactured at volume at their facility is shown at right. In the next 2-3 paragraphs I’ll try to provide the context to understand why this is, so if you already understand how microfluidic devices are made out of glass, silicon, as well as hard and soft plastics, you might want to skim or skip ahead. 🙂
How are microfluidic devices made, and from what? Well, it depends; there are quite a variety of ways to make microfluidic devices, but the mainstream approaches that lend themselves well to manufacturing are few indeed. Historically, starting in the 1970s, microfluidic devices were made in glass and silicon using photolithographic processes that were ported over from the semiconductor sector, and that are also used to manufacture MEMS (microelectromechanical systems) devices. Glass and silicon microfluidic device manufacturers include Teledyne MEMS (formerly Micralyne and Dalsa; both in Canada), Micronit (the Netherlands) and Atomica (formerly IMT; USA). In the 1990s, polymer microfluidic prototyping became popular, leading to manufacturing of devices in hard thermoplastics (e.g. polymethyl methacrylate (PMMA), polycarbonate (PC), cyclic olefin polymers and copolymers (COP & COC)) as well as in softer elastomers (e.g. polydimethylsiloxane (PDMS), a silicone rubber). Thermoplastic manufacturers include microfluidic ChipShop (Germany), ThinXXS (Germany), Schott MiniFAB (Australia), while elastomer manufactuers include DBM Medix, HiComp (USA/China), and applications company Standard BioTools (formerly Fluidigm; USA) gets an honourable mention as an applications pioneer in elastomer devices. In some cases, thermoplastics and/or elastomers can be used to make devices through lamination; manufacturers include ALine and MicroMed Solutions (both USA).
PDMS, and every other device material, has particular chemical and physical properties that may make it preferable for a given application, and non-viable for another. In addition, manufacturing capabilities have evolved for all three types of materials (i.e. glass & silicon, thermoplastics, and elastomers), allowing for cost-effective production of launched microfluidic products made from each. In the end, the application’s business and technical requirements dictate the material types and manufacturing processes that are best suited.
Focussing on PDMS for a moment, it is soft and porous (for better or worse, depending on the application), relatively clear in the visible spectrum (~90% transmission from the near IR to the near UV for a 3 mm thick sample, according to a 2019 Heliyon paper from the González-García group), and can be replicated from its cast or mould master with high fidelity, including at micrometer scales, to yield optically smooth devices. Biocompatibility ranges from excellent to unsatisfactory, depending on the application. PDMS has become very popular for device prototyping over the last 20 years largely because a negative mould master can be created relatively easily from silicon, glass, metal or other material, and then the unreacted PDMS can be cast in the mould to create the positive device form, complete with microfluidic channels, chambers, etc. While very convenient for small volume production of 10s or 100s of devices, PDMS casting is not amenable to high volume manufacturing, so the majority of launched microfluidic products have been made from injection-moulded thermoplastics and/or photolithographically patterned glass and silicon, both proven high throughput, cost-effective manufacturing methods. Even if PDMS is a viable or preferred material for a given microfluidic application, it is usually left behind due manufacturing hurdles, such as its slow curing time (Dow’s SYLGARD™ 184 Silicone Elastomer (PDMS) requires 48 h to cure at room temperature, down to 10 min at 150°C), and possible need for chemical release agents to free the material from the mould.
Now, back to DBM Medix! So, what’s the big deal with their LiQon™ process for PDMS prototyping and manufacturing? It directly addresses several of the major manufacturing issues mentioned above.
- Devices are made directly from silicon masters, so a) the same process for creating mould masters can be used, and b) the high fidelity fabrication of micro-features possible with a silicon master persists.
- The proprietary LiQon™ process is truly injection moulding, not casting, so all the high volume manufacturing benefits of this established process apply. For example: a) shot times are short, on the order of 30 s; b) investments for both prototyping and manufacturing are low; and c) automated production and assembly are in place, so reaching high microfluidic device quality and consistency at an economical pricepoint is attainable.
- Mould release agents are not required, so concerns about contamination and biocompatibility of these agents are obviated.
- Prototyping turn-around times are pretty fast, around 1-3 weeks.

An image from DBM Medix’s LiQon™ info sheet, at right, is helpful, showing the fabrication of some 27 µm pillars (diameter x height x on-centre pitch = 27 x 60 x 50 µm). Above is the silicon wafer with the negative microfabricated pillar array (cylindrical cavities instead of solid pillars), and the injection moulded PDMS device created from it, with the pillars as positive features. A circular close up image is a scanning electron micrograph (SEM) showing the pillars up close, and demonstrating the smooth replication and clean release of these features.
Check out DBM Medix’s recent blog post on PDMS injection moulding via their LiQon™ process for more information, and to get in touch with them directly.
If you think that PDMS could be the right material for your microfluidic/microfabricated device or concept, or if you’re not sure what material would be best, drop me a line. I’m agnostic with regard to the material or method, except that I strive to guide my client towards the materials and fabrication processes that are best suited for their application and business needs. If, after discussing your application in detail, PDMS looks like the winner or a contender, we can contact DBM Medix together to explore what doing your prototyping and manufacturing with them might look like.